Đánh giá, so sánh các chu trình tiện ren trên máy CNC
- Thứ sáu - 20/09/2019 15:55
- In ra
- Đóng cửa sổ này
Ren là một dạng lắp ghép phổ biến trong ngành cơ khí, với sự phát triển của khoa học công nghệ, các máy móc hiện đại được điều khiển bằng chương trình số (CNC) đã nâng cao năng suất và chất lượng của chi tiết gia công, trong đó chương trình gia công đóng vai trò rất quan trọng, nó thể hiện các yếu tố công nghệ của quá trình gia công.
Trong quá trình gia công ren, phương pháp mở mạch là yếu tố quan trọng ảnh hưởng đến năng suất, và tuổi bền của dụng cụ cắt. Có 2 phương pháp mở mạch khi gia công ren: Mở mạch theo phương hướng kính, mở mạnh theo phương dọc trục
Trong quá trình gia công ren, phương pháp mở mạch là yếu tố quan trọng ảnh hưởng đến năng suất, và tuổi bền của dụng cụ cắt. Có 2 phương pháp mở mạch khi gia công ren: Mở mạch theo phương hướng kính, mở mạnh theo phương dọc trục

Hình 1: Mở mạch khi dùng chu trình G92 Hình 2: Mở mạch khi dùng chu trình G76
Chu trình G92: Mở mạch theo phương hướng kính, lực cắt tác dụng lên đồng thời 2 lưỡi cắt. Chu trình này có ưu điểm là độ bóng bề mặt 2 sườn ren tương đối đồng đều, nhược điểm là lực cắt tác dụng lên dụng cụ cắt lớn, đặc biệt là phần mũi dao, dễ gẫy mũi dao, với chu trình này chỉ sử dụng gia công một biên dạng ren nhất định (gia công chép hình)
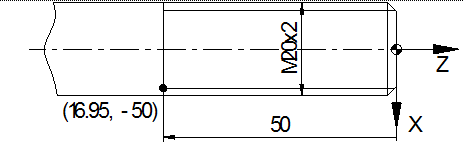
Chu trình G76: Mở mạch theo phương dọc trục lực cắt tác dụng chủ yếu lên lưỡi cắt phía trước và tác dụng lên phần mũi dao nhỏ hơn, tăng tuổi bền cho dụng cụ cắt, mặt khác có thể mở rộng khả năng công nghệ của máy nhờ vào khả năng mở mạch theo phương dọc trục, tuy nhiên với chu trình này độ bóng 2 sườn ren có sự chênh lệch khá lớn.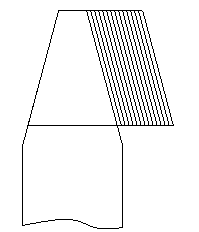
Chu trình G76: Mở mạch theo phương dọc trục lực cắt tác dụng chủ yếu lên lưỡi cắt phía trước và tác dụng lên phần mũi dao nhỏ hơn, tăng tuổi bền cho dụng cụ cắt, mặt khác có thể mở rộng khả năng công nghệ của máy nhờ vào khả năng mở mạch theo phương dọc trục, tuy nhiên với chu trình này độ bóng 2 sườn ren có sự chênh lệch khá lớn.
Hình 3: Mở rộng khả năng công nghệ khi dùng chu trình G76
So sánh chương trình gia công khi lập trình
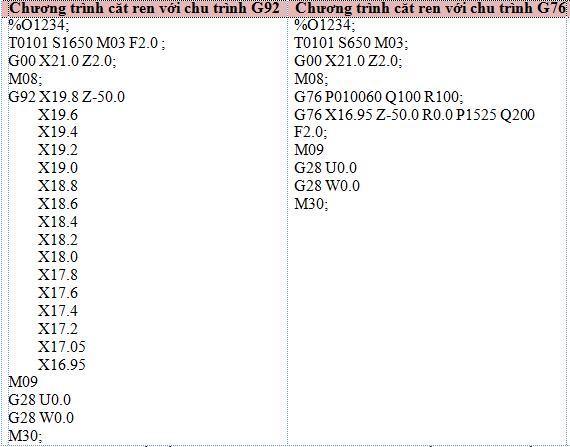
Như vậy có thế thấy với chu trình G92 phải xác định rõ chiều dày các lát cắt, với chu trình G76 chỉ cần xác định số lát cắt tinh, chiều dày của lát cắt tinh và chiều dày của nát cắt thô đầu tiên các lát cắt bán tinh tự động do máy tính toán. mặt khác chu trình G92 chỉ sử dụng được với dòng máy hệ điều hành Fanuc, chu trình G76 sử dụng được cho đa số các hệ điều hành khác nhau, điều đó thể hiện tính chuyên nghiệp của người kỹ thuật viên lập trình.